
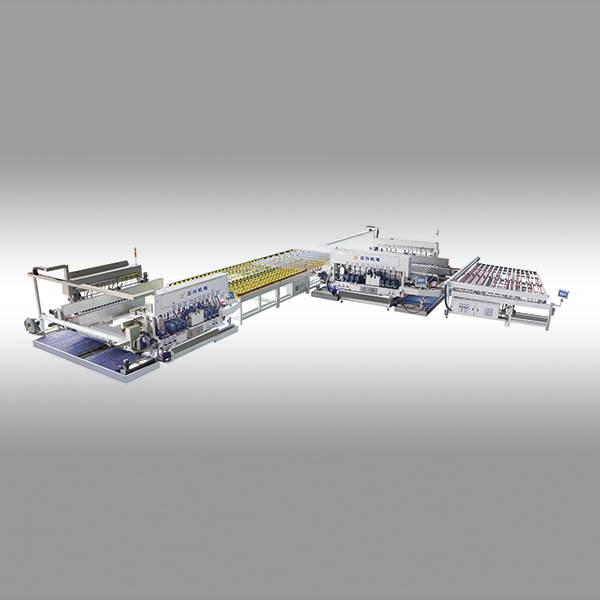
dvostruka linija velike brzine super završno staklo T prenosni sto
FH4225 SM2242GT + ZT4225 + SM2225GTS

Upravljački računar

Precizan servo sistem za merenje

sistem za podešavanje širine

Elektronski dijelovi visokog kvaliteta

Pneumatski sistem za poliranje

Arris motor

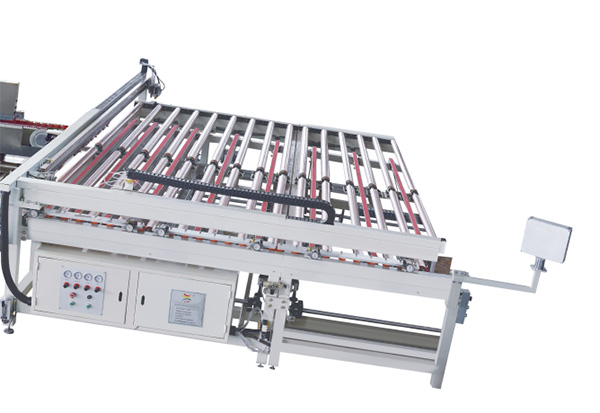
Sto za transfer visoke efikasnosti

Sto za transfer visoke efikasnosti
Uvod u mašinu
Stakleni mjerni stol
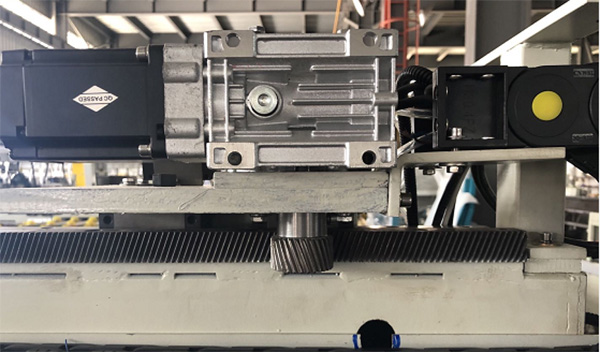
Pogonski sistem
Oprema se koristi za prenos i pozicioniranje stakla koje se obrađuje, tačno mjerenje dužine, širine i debljine stakla i prijenos podataka u brusilicu sa dvostrukim rubom i drugu opremu za obradu za dalju obradu stakla.
Konstrukcija staklenog mjernog stola uključuje 4 dijela kako su dolje navedeni:
1. Positiong tablica
Prijenos stakla koji se pomiče naprijed ili natrag pokreće se pretvaračem frekvencije i motor promenljive frekvencije. Brzina prenosa se može podesiti. Precizno pozicioniranje visokokvalitetni senzori. Dužina, širina i debljina stakla mogu se izmjeriti nakon pravilnog postavljanja.
2. Mjerni uređaj
Dimenzija duljine i širine stakla mjeri se vrlo preciznim osjetnikom pogonskog zupčanika pogonjen servo motorom. Dimenzija debljine stakla mjeri se pritiskom najlonskog bloka na cilindar na staklenu površinu i kodorom koji se pokreće zupčanikom. Tlak u cilindru podešava se odvojeno.
3. Električni sistem upravljanja
ECS se sastoji od programabilnog kontrolera (PLC), ekrana osjetljivog na dodir (HMI), servo upravljačkog programa, servo motora, pretvarača frekvencije, motora za pretvorbu frekvencije, senzora itd. PLC kontrolira stroj da automatski radi prema tehnologiji obrade. HMI dovršava zadatak interakcije čovjek-računar.
4. Softverski sistem
Softverski sistem upoređuje podatke iz mjerne tablice stakla s podacima o narudžbi i automatski se podudara s najbližim podacima o staklu. U međuvremenu, podaci o staklu prenose se na dvostruku brusilicu i ostalu opremu za obradu za način rada ili serijsku proizvodnju.
Operativni princip:
Ručno ili automatski stavite jedan list stakla na stakleni mjerni stol. Stakleni mjerni stol prenosi, postavlja i precizno mjeri dimenzije stakla dužine, širine i debljine. Podaci izmjerenog stakla prenose se u sistem upravljanja radi usporedbe kako bi se podudarali s podacima o narudžbi i prenose se u dvostruku brusilicu i ostalu opremu za obradu za daljnju obradu stakla. Sljedeći pojedinačni list stakla stavlja se na stakleni mjerni stol i započinje sljedeći radni ciklus.
2. Mašina za poliranje dvostrukog ruba stakla.
Model br .: SM2242GT SM2225GTS
Ovaj stroj je dizajniran za poliranje dvije suprotne ivice stakla u isto vrijeme.
a) Kontrola
Ova mašina usvaja japansku Mitsubishi PLC kontrolu i 10-inčno korisničko sučelje. Zaslon prikazuje sve detaljne parametre stakla. Svakom mašinom se može upravljati putem vlastitog računara ili glavnim računarom.
Korisničko pravo može se ocijeniti kao operater / popravak / administrator, sprečavajući greške, štiteći stroj od pogrešnog rada.
b) Prenos visoke preciznosti.
Dva razvodna remena transportera pokreću se sa dva servo motora, odlikujući se velikom preciznošću, velikom brzinom i velikom sinhronizacijom.
c) Pomicanje pokretnog dijela brušenja.
Pokretni brusni dio kreće se duž linearne vodilice dvostrukih kugličnih ležajeva. Prijenos je izveden kroz kuglične vijke, koji se pokreću servo motorom, a maksimalna brzina kretanja brusnog dijela može doseći 15 metara u minuti. Ovaj sistem takođe uključuje sistem kočenja i hvatanja, koji mogu garantovati stabilno kretanje brusnog dela, malu silu udara. Ova struktura može garantirati stabilnost sile prianjanja za staklo velike veličine, čak i nakon što mašina radi duži vremenski period.
d) Svaki dvostruki rub ima jednu autoamtičnu srednju potpornu šinu, koja se kreće zajedno s pokretnim dijelom za griniding, koji podupire staklo iz srednjeg položaja kako bi spriječio savijanje stakla. Za vrlo velike dvostruke rubove, takođe isporučujemo još jednu prenosnu potpornu šinu, koja se može ručno postaviti u potrebi.
e) Gornji i gornji sistem kolosijeka koristi strukturu kliznih ploča bez problema koji se zaglavi u odnosu na tradicionalni sistem kliznih čahura
f) Sistem pozicioniranja.
Sistem položaja stakla za utovar stakla uključuje četiri dijela: fiksne valjke, pokretni sistem za hvatanje vazduha, blokove za poravnavanje (jedan lijevi i jedan desni), gornje valjke za presovanje vazduha (jedan levi i jedan desni). Staklo je precizno poravnato i čvrsto pritisnuto sistemom za pozicioniranje. Ovaj sistem garantira preciznost brušenja i efekt poliranja.
g) Jednostavno podešavanje
Podizanje / spuštanje gornjeg sistema za praćenje i motora gornjeg arrisa pokreću motori. Može se postaviti automatski prema različitoj debljini stakla.
h) Sistem za vazdušno poliranje.
Točkom za poliranje upravlja zrak, kojim upravlja PLC i elektromagnetski ventil, koji se može pomicati naprijed / nazad prema položaju stakla. Ovaj sistem može automatski kompenzirati trošenje kotača, dajući staklen pritisak staklu i postižući isti rezultat poliranja.
Pokretni sistem za poliranje motora koristi visoko precizni sistem dualnih linearnih kliznih šina.
i) Podrum i okvir:
Izrađeni su od debelog izrađenog čelika koji se u našoj fabrici obrađuje peći za žarenje. Dobre stabilnosti i čvrstoće na uvijanje, čvrstoće na savijanje.
j) Motor
Koristite ABB motor visoke preciznosti, niske vibracije sa promenljivom frekvencijom. Brzina motora može se povećati na 4300 o / min pomoću pretvarača frekvencije, a radna brzina mašine može se povećati na 20 metara / minutu.
Sistem upravljanja motorom ima funkciju zaštite od preopterećenja / nedostatka faze / kratkog spoja, elektronički dijelovi koriste međunarodnu marku, standardni se tipovi mogu lako naći na tržištu, što smanjuje troškove održavanja kupca, povećava efikasnost proizvodnje.
k) Gornji / donji prenosni transporter usvojiti razvodne remene.
l) Podmazivanje:
Dvostruki linearni vijak i vodilice s kugličnim ležajevima podmazuju se pomoću automatske pumpe za ulje.
Mašina je takođe opremila ručnu pumpu za podmazivanje kojom podmazuje kliznu površinu.
m) Podešavanje radne brzine: Kroz pretvarač frekvencije.
n) Spremnik za vodu, ladica za vodu, gornji / donji poklopac razvodnog remena, poklopci linearne vodilice / kugličnih vijaka izrađeni su od nehrđajućeg čelika.
o) Amperometar:
provjerite proporciju kotača.
Više detalja o fotografijama.
Ugaona brusilica
Zamjenski fleksibilni dizajn vodonepropusnog modula razumljiv indikator za ampermetar motora gore i dolje.
3. Stol za prijenos oblika L Valjkasti sto i razvodni remen.
Ova mašina se sastoji od sistema za prenos valjka i sistema za odašiljanje razvodnog remena. Sustav za prijenos valjka pokreće se lancem, a brzinom se kontrolira pretvarač prema postavljenoj brzini.
Sistem odašiljača razvodnog remena može se podizati gore i dolje. Kad staklo izbije iz prvog dvostrukog ruba, sustav razvodnog remena će se podići. Staklo će se pomaknuti u desni položaj, a zatim spustiti prema dolje na valjkasti prenosni sistem.
Sistem transportera razvodnog remena koristi kućište od aluminijumskog profila.
Tehnički parametri
Brzina proizvodnje
| Predmet | Debljina stakla | Maks. radna brzina | Obrada stakla |
|
1 |
4 - 6 mm | 22 m / min | Grubo brušenje |
|
2 |
8 -10 mm | 18 m / min | Grubo brušenje |
|
3 |
12 - 15 mm | 15 m / min | Grubo brušenje |
|
4 |
4 - 6 mm | 16 m / min | Fino poliranje |
|
5 |
8 -10 mm | 14 m / min | Fino poliranje |
|
6 |
12 - 15 mm | 12 m / min | Fino poliranje |
Preciznost rada:
| Predmet | Opis | Preciznost Domet |
|
1 |
Preciznost dijagonalne linije | ≤0,5 mm / m |
|
2 |
Paralelna preciznost | ≤0,2 mm / m |
|
3 |
Preciznost veličine Arrisa | ≤0,2 mm / m |
|
Predmet |
Parametar | Domet |
|
1 |
Maks. veličina stakla | 4200x2500 mm |
|
2 |
Min. veličina stakla | 350 x 350 mm (jednokraki dvostruki rub bez srednjeg nosača)400 x 400 mm (cijela linija) |
|
3 |
Debljina stakla | 3 - 28 mm |
|
4 |
Širina arrisa: | 1 - 3 mm |
|
5 |
Dubina brušenja | 3 mm (jednostrana) |
|
7 |
Brzina podešavanja širine | 1 - 15 m / min |
|
8 |
Radni pritisak vazduha | 0,7 MPa |
| Radna visina: | 920 - 960 mm | |
|
9 |
Kompletna snaga | Oko 135 KW / 380V 50Hz 3P |